6 Methoden des Ovaldrehens |
 |
6.1 Werkzeugführung
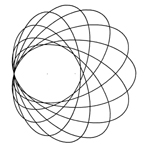
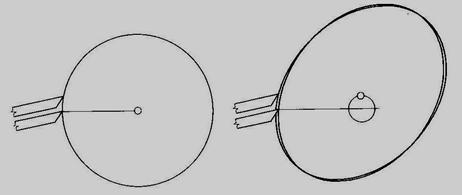
Der wesentlichste Unterschied des Ovaldrehens zum normalen Drehen (Kreisdrehen) besteht in der Ellipsenbewegung des Werkstückes und der daraus resultierenden komplizierten Werkzeugführung. Der Schnitt sollte immer in der Zentralebene bzw. längs der Zentrallinie erfolgen. Während es beim Kreisdrehen ohne Einfluss ist, ob die Schneide höher oder tiefer angesetzt wird, weil immer ein zur Spindelachse konzentrischer Kreis entsteht, spielt die Stellung der Schneide beim Ovaldrehen eine wesentliche Rolle.
Bild
5101
Werkzeugführung am Kreis-Zylinder und
am elliptischen Werkstück-Zylinder
Bild 5101 zeigt rechts eine zentral geschnittene Ellipse und eine Ellipse von einem über die Zentrallinie gestellten Schneidenpunkt. Die beiden Ellipsen durchdringen einander. Das heißt, die zentral geschnittene Ellipse wird von der höher geschnittenen Ellipse durchdrungen. In der Oberfläche entstehen zwei gegenüber liegende Rillen. Wenn beim Ovaldrehen an der Werkstück-Zylinderfläche solche Rillen auftreten, ist das ein Zeichen, dass die Werkzeugschneide nicht zentral geführt wurde. Aber nur so erhält man eine saubere Oberfläche. Das Werkzeug müsste theoretisch mit einem Punkt schneiden, um exakt eine Ellipse zu schneiden, aber das ist praktisch nicht möglich. Es werde deshalb spitze Röhren verwendet, die hochgestellt angesetzt werden. Mit Schabern kann man die Bedingung, auf der Zentrallinie zu schneiden, immer erfüllen.
6.2 Lichtlinie

Bild 5102 Schema der Lichtlinien-Projektion
Um die Zentrallinie am Werkstück sichtbar zu machen und um die Werkzeugschneide genau auf dieser führen zu können, benutzt J. Volmer eine Lichtlinie. Sie wird mit einem Projektor mit einem speziellen Diapositiv oder einem Laser erzeugt. Wird längs der Lichtlinie geschnitten, so ist das die einzige Linie, die bei laufendem Werkstück still steht. Man erkennt auch das geschnittene Profil. Der Projektor liefert eine Lichtebene. Er wird so positioniert, dass diese Lichtebene genau mit der Zentralebene übereinstimmt. Zum Ausrichten des Projektors benutzt man ein Schablone, die vor das eingespannte Werkstück auf das Bankbett gestellt wird und die eine waagrechte Linie in Spitzenhöhe zeigt, mit der sich die Lichtlinie decken muß (siehe Bild 5504).

Bild 5103
Anwendung der Lichtlinie beim Ausdrehen einer ovalen Schüssel. Der Projektor steht hier etwa 1,5m halbrechts vor dem Werkstück auf einem Ständer getrennt von der Ovaldrehmaschine ODM30.
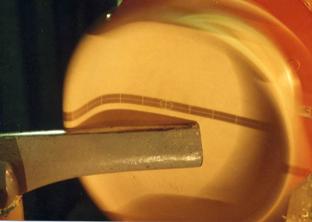
Bild 5104
Durch
die Lichtlinie sichtbares fertig gedrehtes Innenprofil,
stillstehend trotz
laufender Schüssel.

Bild 5105
Feine Profile von Rahmen (hier Rechteck-Rahmen) macht
die Lichtlinie bei laufendem Werkstück exakt sichtbar,
wenn längs der Lichtlinie geschnitten wurde
6.3 Ovaldreh-Werkzeuge
Die
für das Ovaldrehen verwendeten, frei von
Hand geführten Werkzeuge sind
Röhren und Schaber, an besonderen Stellen auch
Meißel. Die Röhren haben
einen spitzen Anschliff, um eine möglichst
kleine schneidende Zone der
Schneide zu erreichen. Die Seiten der Röhrenschneide werden an
geraden
Flächen eingesetzt.
Der
Keilwinkel richtet sich wie beim normalen Drechseln nach der
Holzart. Schaber
haben verschiedene Schneidenprofile, gerade für Falze, gerundete
für
Innenprofile von Schüsseln und Schalen.

Bild 5201 Ovaldreh-Werkzeuge;
Für harte Werkstoffe, wie Knochen, Bein, Horn und weiche Steine, verwendet man Drehmeißel wie für NE-Metalle und führt diese mit kleinem Vorschub im Werkzeugschlitten. Bild 5202 zeigt als Beispiel das Ovaldrehen von Servietten-Ringen aus Rindsknochen.

Bild 5202
Ovaldrehen
von Ringen aus Knochen auf der
ODM15 mit
Drehmeißel im Support
Für
das Ovaldrehen einer Serie
gleicher Werkstücke sind Einrichtungen
vorteilhaft, die ein bestimmtes Maß
an allen Werkstücken der Serie mit
Genauigkeit gewährleisten. Dafür wurde nach dem
Vorbild des erzgebirgischen
Bankfräsers der Stecher entwickelt. Er wird
verwendet, um z.B. ein
gleiches Maß des Falzes an allen Rahmen einer Serie
zu garantieren. Der
Stecher besteht aus einem schwenkbaren und in Richtung der
Spindelachse
verschiebbaren Arm, an dem an bestimmter Stelle
eine schmale spitze Röhre
befestigt ist. Der Arm liegt auf der
Handauflage oder mit einem Anschlag
auf dem Maschinenbett. Der Schubweg ist mit einem Anschlag
auf der
Schubstange einstellbar.

Bild 5203
Stecher an der Ovaldrehmaschine ODM15 mit dem Arm in Arbeitsstellung

Bild 5204
Markieren des
Falzrandes an einem kleinen Rechteck–Bilderrahmen mit dem
Stecher, Die
kleine spitze hochgestellte Röhre sticht exakt auf der Zentrallinie ein.

Bild
5205
Nach
Ausdrehen des Falzes von Hand
bis
auf einen
oder zwei Millimeter wird mit dem Stecher die Wand des Falzes fein
fertig
gedreht.
6.4 Ovalfräsen
Wenn
nicht Drechselwerkzeuge sondern Fräser oder rotierende Profilmesser
verwendet
werden, entstehen keine Ellipsen, sondern Parallelkurven der Ellipse.
Drechsler, die das Werkstück am Ovalwerk auf diese Weise fertigen, weil
das
einfacher zu bewerkstelligen ist, wundern sich oft, dass dabei ovale
Kurven
entstehen, die sichtbar von der Ellipse abweichen, z. B. auch Spitzen
haben
(Bild 5206 und 5207).
Bild 5207
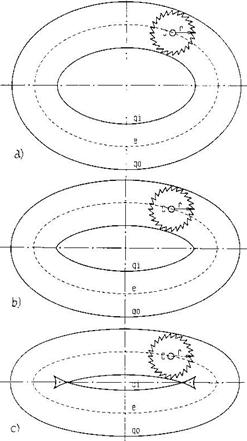
Durch das Ovalwerk bzw. den Ellipsen-Mechanismus der Ovaldrehmaschine wird
die Fräserachse C relativ zum Werkstück auf der Ellipse e
geführt (Bild 5208a
a). Ein zylindrischer Fräser mit Radius r fräst in die Stirnfläche des
Werkstückes die äußere Kurve qo und die innere Kurve qi. Beide
haben zur
Ellipse e den gleichen Abstand r, sind
Äquidistante oder
Parallelkurven. Während qo der Ellipse ähnlich sieht, zeigt die innere Parallelkurve qi schon Abweichungen von
der Ellipse. Wird das
Achsenverhältnis der Ellipse kleiner, dann
tritt bei qi eine Spitze auf
(Bild 5208b) oder gar Unterschnitt (Bild
5208c). Die mathematische
Bedingung dafür ist r/b => b/a (vgl. Bild 2101). Die
Parallelkurven der Ellipse wurden im 19.
Jahrhundert eingehend untersucht, z.B. vom namhaften britischen
Mathematiker
Arthur Cayley (1821 - 1895). Sie sind algebraische Kurven 8. Ordnung
und wurden
Toroide genannt. Bild 5208
Bild 5209 Ovale
Schüsseln, Schalen, Platten, Schilder, Rahmen und
vieles andere in der Liste
oval gedrehter Gebrauchsgegenstände werden aus Querholz
gefertigt. Das
Ovaldrehen ist umso einfacher, je flacher solche Werkstücke sind.
Spannagel
schreibt in seinem"Drechslerwerk" [1.1.2] von
1940 im Kapitel
"Das Drehen am Ovalwerk", dass man sich das
Ovaldrehen am besten
in der Werkstatt von einem tüchtigen Meister zeigen lässt.
Ein solcher
Meister ist heute sicher schwerlich zu finden. Andererseits haben die
Meister
die geometrischen Zusammenhänge kaum gewusst, denn die Literatur hatte
höchstens
eine knappe Skizze, um zu zeigen, dass in Spindelhöhe zu
schneiden ist. Es
wurde auch mehr mit Schabern als mit Röhren gearbeitet, und diese
konnten auf flachen
Auflagen gut in Spindelhöhe gehalten und zum
Eingriff gebracht werden.
Selbst im "Handbuch der Ovaldreherei" [1.1.1] des verdienstvollen
Fachlehrers Hugo Knoppe in Leipzig wird das Ovaldrehen praktisch
nicht
erklärt. Er beschreibt hauptsächlich die Herstellung ovaler Rahmen. Dem
Ovaldrehen von Rahmen ist das "Handbuch der
Ovaldreherei" [1.1.1]
von Hugo Knoppe gewidmet. Ovale Rahmen wurden in Massen in
Ovalrahmenfabriken
hergestellt. Die Rohlinge wurden aus 4 oder 6 Bögen
zusammengesetzt. Jeder
Hersteller hatte seine Technik, die Bögen zu verbinden, vorherrschend
waren
aber Zinken wie in der noch erhaltenen Ovalrahmenfabrik Old
Schwamb Mill in
den USA [6.2]. In Deutschland gab es eine Firma, die
hufeisenförmige Bogen
aus Bugholz lieferte. Diese wurden mit schräger Fuge zu Ovalen
zusammengeleimt.
Diese Rahmenrohlinge hatten den Vorteil, dass nur längs der Faser
gedreht und damit
eine gute Oberfläche erreicht wurde. Die
Rahmen-Manufakturen lieferten Rahmen aller
Größen, aller Profile und
Ornamente und aller Arten von Oberflächen, also
lackierte, vergoldete,
mit gedrückten Metalleinlagen und
natur belassene. Die dabei
angewendeten Handfertigkeiten waren großartig, sie sind heute
wohl kaum noch
zu finden. Die ovale Bildform passt aber immer noch zu
vielen Bildmotiven,
wie z.B. zu Porträts. Deshalb war das Ovaldrehen von Bilderrahmen und
Spiegelrahmen von aktuellem Interesse und eine besondere
Herausforderung.
Bild
5401 
Bild 5206
Fräsmotor mit
2-Messer-Kugelfräser geführt durch einen
Kreuzsupport
beim Fräsen einer Schüssel-Unterseite auf der Bollinger
Ovaldrehmaschine
(BOTULA) [6.3]

Fräsen des
Schüsselbodens mit Kugelfräser [6.3]
 Bei der Fertigung ovaler
Schalen oder Schüsseln müssen
die Effekte des Ovalfräsens nicht in Erscheinung
treten. Probleme können
bei Passungen zweier Teile auftreten, z.B. beim
Passen eines Deckels auf
eine Dose. In Bild 5209 wird der Fräser für die
Außenkontur q1 der Dose auf
der Ellipse e1 geführt und für die Innenkontur q2 im
Deckel auf der Ellipse
e2. Beide Ellipsen haben die gleiche Achsendifferenz, d.h. beide
Konturen werden
mit der gleichen Einstellung des Ovalwerkes gefräst.
Bei der Fertigung ovaler
Schalen oder Schüsseln müssen
die Effekte des Ovalfräsens nicht in Erscheinung
treten. Probleme können
bei Passungen zweier Teile auftreten, z.B. beim
Passen eines Deckels auf
eine Dose. In Bild 5209 wird der Fräser für die
Außenkontur q1 der Dose auf
der Ellipse e1 geführt und für die Innenkontur q2 im
Deckel auf der Ellipse
e2. Beide Ellipsen haben die gleiche Achsendifferenz, d.h. beide
Konturen werden
mit der gleichen Einstellung des Ovalwerkes gefräst.
Parallelkurven
qi und qo einer Ellipse e
mit verschiedenem Achsenverhältnis b/a
und
Fräserradiusverhältnis r/b
a) b/a = 0,67 r/b = 0,38
b) b/a = 0,50 r/b =
0,5
c) b/a = 0,33 r/b =
0,75
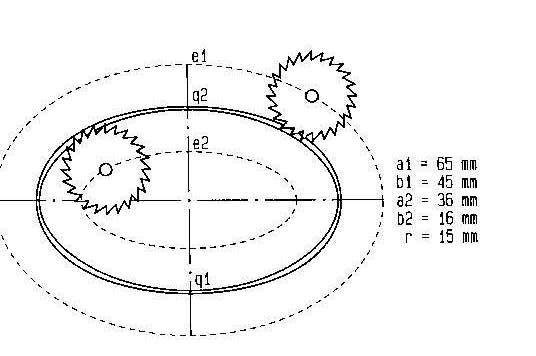
Ovalfräsen einer Außen-
und
Innenkontur
mit gleicher Einstellung
des Ovalwerkes
6.5 Ovaldrehen von Querholz
6.6 Ovaldrehen von Rahmen
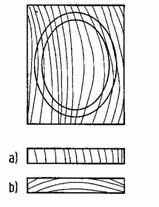 Die
einfachste Form und deshalb einfachste Ovaldreh-Aufgabe ist
ein rechteckiger
Rahmen mit oval eingedrehtem Bildfalz und Profil
[2.2.14]. Bis zu einer
gewissen Größe kann das Rechteck aus einem
Stück sein, möglichst aus einem
Kernbrett (Bild 5401a), um Werfen wie bei
Randbrettern
(Bild 5401b) zu
vermeiden. Größere Rechtecke sollten aus 4 Teilen
zusammengesetzt sein (Bild 5402).
Die
einfachste Form und deshalb einfachste Ovaldreh-Aufgabe ist
ein rechteckiger
Rahmen mit oval eingedrehtem Bildfalz und Profil
[2.2.14]. Bis zu einer
gewissen Größe kann das Rechteck aus einem
Stück sein, möglichst aus einem
Kernbrett (Bild 5401a), um Werfen wie bei
Randbrettern
(Bild 5401b) zu
vermeiden. Größere Rechtecke sollten aus 4 Teilen
zusammengesetzt sein (Bild 5402).
a) Kernbrett b) Randbrett
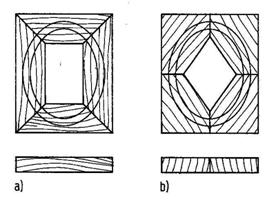

Bild
5402 Rechteckige
Rahmen-Rohlinge Bild 5403
Halbachsen
der Bildellipsen
Die Bildellipse sollte ein zum Bild passendes Achsenverhältnis haben (Bild 5403), z.B. bei Porträts b/a nicht kleiner als 0,75

Bild
5404
Rahmen-Rechteck
im
Zweibackenfutter
auf der ODM
Rechteckige
Werkstücke werden in
das
Zweibackenfutter eingespannt, in Bild
5404 auf der ODM15 zu
sehen
mit eingerichteter Lichtlinie. Die beiden Ellipsen,
zwischen denen das
Profil liegt werden bei
laufender Maschine mit dem
feststehenden,
genau auf die Zentrallinie
gehaltenen Stift aufgezeichnet (Bild 5405).

Bild
5405
Anzeichnen
der das Profil begrenzenden Ellipsen

Bild
5406
Markieren
der Bildellipse mit;
dem
Stecher
Es lohnt immer eine Serie gleicher Stücke zu drehen, und dabei ist der Einsatz des Stechers rentabel, um bei allen Rahmen der Serie einen exakt gleichgroßen Falz zu erhalten (Bild 5406).Der Falz und das Profil werden mit einer schmalen spitzen Röhre gedreht (Bild 5407), der Boden mit einem geraden Schaber geglättet. Auf ausreichende Bodendicke TH ist zu achten.

Bild
5407
Ausdrehen
des
Profiles und des
Falzes
Das Profil wird mit gefaltetem Sandpapier geschliffen (Bild 5408), die Vorderfläche mit einem Schleifklotz. Beim fertig gedrehten Rahmen hat das elliptische Profil paarweise gleiche Abstände zu den Rechteckkanten (Bild 5409).
 Bild 5408 Schleifen des Profils nahe der
Zentrallinie
Bild 5408 Schleifen des Profils nahe der
Zentrallinie

Bild 5409
Fertiger
Rahmen, flach geschabter Bildboden
Das Profil P wird vorzugsweise in die Vorderfläche S des Rechteckes hineingedreht (Bild 5410a und b), weil ein herausstehendes Profil (Bild 5410c) erfordert, die übrige Rechteckfläche S zu überdrehen, und das ist wegen des unterbrochenen Schnittes schwer sauber zu erreichen. Das Bild B kann von der Vorderseite (Bild 5410a) oder in einen Falz in der Rückseite (Bild 5410b und c) eingelegt werden. DasBild, eine Einlage oder ein Passepartout und das Glas G werden von einem Rattan-Klemmring C gehalten (Bild 5411). Bei einem Falz auf der Rückseite verwendet man einen Deckel CR und hält ihn mit Spreizdrähten CW. Glas, Passepartout und Deckel schneidet man mit dem Ellipsenzirkel mit Schneidrad bzw. Messer.
 |
Bild 5410 |
|
Bild 5411
Glas (Folie) und Einlage mit Rattanklemmring,
rechts eingespreizt |
 |

Bild 5413
Löcher zum Aufhängen
senkrecht
oder quer
Die beschriebenen Arbeitsschritte sind auch für große ovale Rahmen anzuwenden, nur dass der Rohling mit dem Klauenfutter gehalten wird, um die Hinterseite mit dem Falz W zu drehen und die Flanke FL der Bildellipse sowie eine Fase F der Außenkontur (Bild 5414 oben). Dann wird der Rahmen gedreht und mit dem Falz in den Hartholzbacken des Vierbackenfutters aufgenommen. Es wird nun das Profil und die Außenkontur gedreht und geschliffen (Bild 5414 unten).

Bild
5414
Bearbeitungsfolge bei
großen Rahmen, W
Bildfalt-Kante, FL
Flanke der Bild-Ellipse, F
Teil des hinteren
Profiles, SS Raum für Stichsäge
6.7 Ovaldrehen von Schüsseln
Beispiel: Große rustikale Schüssel aus nasser Kirsche

Bild
5501
Rohling
auf Bandsäge mittels Schablone oval (elliptisch)
zugeschnitten, Masse 7kg,
auf Planscheibe von hinten mit
Sechskant-Holzschrauben aufgeschraubt,
dazwischen Hartpappe-Schutzscheibe

Bild 5502
Außenkontur
mit spitzer 16mm Röhre drehen, am Boden
10
mm Spund.

Bild
5503
Hartholzbrett
auf Planscheibe schrauben, Falz ausdrehen, Schüssel (5,7kg)
eindrücken, nicht
schlagen,
höchstens
in der Mitte
.

Lichtlinie mit Schablone justieren.

Bild 5505
Innen ausdrehen mit Röhre, mit rundem Schaber glätten.

Schüssel
zum Trocknen in Späne oder Zeitungspapier einpacken, gegen Reißen
am Hirnholzrand mit Spannband sichern und
in Abständen nachziehen, nach dem Trocknen Spund abhobeln
und Schüssel
grob schleifen und ölen (1,6 kg).
6.8 Ovaldrehen von Langholz
Als
Langholz werden Werkstücke bezeichnet, deren Maserung in Richtung der
Spindelachse läuft. Beim Kreisdrehen werden Langholz-Stücke - wie z.B.
Spindeln
- zwischen Spitzen gedreht. Beim Ovaldrehen geht das nicht wegen der
Ellipsenbewegung. Kurze Langholz-Stücke können zum Ovaldrehen im
Backenfutter
eingespanntwerden.
Eine Unterstützung durch die Spitze im Reitstock ist nicht möglich.
Bild 5601
zeigt eine Dose als Beispiel.

Bild
5601
Dose aus Langholz im
VICMARC-Vierbackenfutter
VM90 an der ODM30
Für
das Ovaldrehen langer Stücke wurde von J. Volmer die spezielle
Einrichtung
ELLPIN
entwickelt. Sie besteht aus einem Schraubenfutter mit Verdrehsicherung
(vgl
Bild 4311), das über ein Kreuzgelenk mit einem Flansch an der
Planscheibe der
Ovaldrehmaschine verbunden ist.
Für kleine Werkstücke gibt es auch ein Spundfutter. In der Pinole des
Reitstockes steckt mit dem Morsekegel eine mitlaufende Kugelpfanne aus
einem
reibungsarmen Werkstoff. In der Kugelpfanne sitzt eine Kugel mit einem
Stift,
der zentrisch in das Werkstück gepresst wird.

Bild 5602
ELLPIN: Vorrichtung
zum Ovaldrehen von langen Werkstücken:
An der Planscheibe sitzt das Schraubenfutter mit Verdrehsicherung, in
der
Pinole
die mitlaufende Kugelpfanne für den
Kugelstift, unten dafür Abzieher, auch Spundfutterflansch mit
Schablonen
einsetzbar
(Werkstatt J. Volmer, Ausführung für Ovaldrehmaschine
ODM30)
Die
folgenden Bilder zeigen als Anwendungsbeispiele das
Ovaldrehen von Messergriffen
und von Klopfern. Die Werkstückrohlinge sind zu längen und für
die Aufnahme
desKugelstiftes
zentrisch zu bohren und für das Aufschrauben bzw das Einpressen ins
Spundfutter
auf der Drehbank vorzubereiten.
6.9 Besteckgriffe
Messer
und Gabel mit Angel und Zwinge, frühere
Griffe aus Kunststoff sind durch Ebenholzgriffe zu ersetzen.

Bild 5603

Ebenholz-Rohlinge

Bild 5605
Nach Ankörnen beider Stirnflächen Bohren des Loches für den Kugelstift

Bild
5606
Andrehen eines Konus (Spund) am Griffende nach Lehre, Breitseite des Griffes weiß markiert.

Sitz des Konus im konischen Loch des ELLPIN-Flansches prüfen

Bild 5608
Rohling-Konus leicht in das ELLPIN-Spundfutter schlagen, dabei Stellung beachten (weiße Marken) und Kugelstift einpressen.

Bild 5609
Einstellung
des Ellipsengetriebes für die Achsendifferenz
der Ellipse am Griffende, dann Drehen des Griffes mit der Röhre entlang
der
Zentrallinie, gerade Form, rundes Ende passend zum Einpressen in die
Zwinge.

Bild
5610
Schleifen und Polieren in Nähe der Zentrallinie

Bild 5611
Fertig
gedrehter Griff

Bild 5612
Herausziehen des Kugelstiftes mit dem Abzieher (Werkstatt J.Volmer), Absägen des Konus und Verschleifen des elliptischen Griffendes, Aufbohren des Griffes für die Angel.

Bild 5613
Montiertes
Besteck: Griff in Zwinge eingepresst, Angel im Griff gekittet.
6.10 Klopfer
Klopfer
für Küchenarbeiten als Fleischklopfer oder bei der Holzbildhauerei als
Klüpfel

Bild
5614
Ovaldrehmaschine ODM30 mit
ELLPIN
(Einrichtung zum Langholz-Ovaldrehen) und eingespanntem Klopferrohling,
auf
Ablage rechts fertige Klopfer: Griff annähernd rund, Klopfteil mit
ovalem
Querschnitt, links daneben Abzieher für Kugelstift.
Die
Rohlinge der Klopfer sind zu Beginn zwischen Spitzen grob rund
vorzudrehen, abzulängen
und die Stirnflächen zu glätten. Die Löcher für die Schraube und für
den
Kugelstift sind genau mittig in die Stirnflächen zu bohren. Die ODM ist
auf die
gewünschte Ellipsenachsen einzustellen. Der Rohling wird auf das
Schraubfutter
geschraubt und der Zackenring - es gibt zwei Durchmesser 20 mm und 32
mm - durch
Drehen der Holzscheibe in die Stirnfläche des Rohlings eingedrückt. Der
Kugelstift wird am anderen Ende eingeschoben und die Kugel in der
Kugelpfanne
gelagert. Das Profil wird längs der Zentrallinie gedreht.
Die Möglichkeiten der Formgebung mit der ELLPIN -Vorrichtung sind bislang noch nicht ausgelotet. Einige Experimente mit Entwürfen von Leuchtern liegen vor.

Bild 5615
Experimente der Formgebung mit
ELLPIN auf
der
Ovaldrehvorrichtung ODV mit
ausladenden
Quer- und Langholzstücken
(Werkstatt J. Volmer 1986)
![]()
![]()
![]()
![]()